Categories
- Pipe & Tube (18)
- Flange & Fitting (97)
- Fastener & Gasket (12)
- Valve & Pump (18)
- Base Material (11)
- Equipment (9)
- Application (31)
- Technical (110)
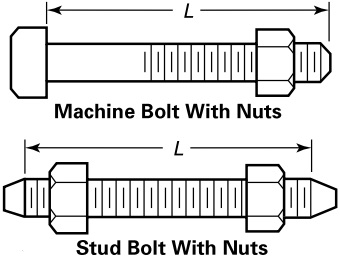
Figure-1: two types of bolting for ASME B16.5 flanges: machine bolt with nuts or stud bolt with nuts.
Flanges need to be bolted up to serve in the piping system. ASME B16.5 pipe flanges shall be bolted up by either machine bolts with nuts or stud bolts with nuts. The machine bolt is usually furnished with a heavy hex head and a heavy hex nut. The stud bolt, either threaded at both ends or threaded full length, shall be furnished with two heavy hex nuts. The bolting dimensions for stud bolts shall be in accordance with ASME B18.31.2, while that for machine bolts (heavy hex bolts) shall be in accordance with ASME B18.2.1. The mating heavy hex nuts shall have the dimensions in accordance with ASME B18.2.2. Machine bolts are only used for ASME B16.5 flanges with raised face or flat face in Class 150 and Class 300; Stud bolts may be applied to flanges with raised face, flat face, or ring joint face in Class 150 through Class 2500. Especially, the recommended length of bolts for each size and each class rating can be found in the technical articles of ASME B16.5 flanges.
The bolting materials for ASME B16.5 flanges can be classified as carbon steel, low alloy steel, alloy steel (including stainless steel), nickel alloy, and special alloy. They can also be categorized into high strength bolting, intermediate-strength bolting, and low strength bolting.
The high strength bolting materials have allowable stresses not less than those for ASTM A193 Grade B7. They include ASTM A193 Grade B7 and B16; ASTM A320 Grade L7A, L7B, L7C, L43; ASTM A354. These bolting materials may be used with flanges made from all listed materials and gaskets.
The intermediate-strength bolting materials include ASTM A193 Grade B5, B6, B6X, B7M, B8 Class 2, B8 Class 2B, B8C Class 2, B8M Class 2, B8M Class 2B, B8T Class 2; ASTM A320 Grade B8 Class 2, B8C Class 2, B8F Class 2, B8M Class 2, B8T Class 2; ASTM A449; ASTM A453 Grade 651, 660. These bolting materials may be used with ASME B16.5 flanges made from all listed materials and gaskets provided it has been verified that a sealed joint can be maintained under rated working pressure and temperature.

Bolted flange joints for piping in a gas station in Morocco.
The low-strength bolting materials refer to those having no more than 206 MPa [30 ksi] specified minimum yield strength: ASTM A193 Grade B8 Class 1, B8C Class 1, B8M Class 1, B8T Class 1, B8A, B8CA, B8MA, B8TA; ASTM A307 Grade B; ASTM A320 Grade B8 Class 1, B8C Class 1, B8M Class 1, B8T Class 1. These materials are to be used only in Class 150 and Class 300 flanged joints. Flanged assemblies using low-strength bolting carbon steel bolts should not be used above 200°C [400°F] or below -29°C [-20°F].
In addition, the ASME B16.5 2017 Edition has specified the used of special alloys as bolting materials covering ASTM B164 Ni-Cu alloys; ASTM B166 Ni-Cr-Fe alloys, Ni-Cr-Co-Mo alloys, Ni-Fe-Cr-W alloys; ASTM B335 Ni-Mo alloys (UNS N10665 and UNS N10675); ASTM B408 Ni-Fe-Cr alloys; ASTM B473 nickel alloys; ASTM B574 low carbon nickel alloys. The mating nuts may be machined from the same nickel alloy material or of a compatible grade of ASTM A194.
The proper assembly of a pipe flange joint follows several steps: (1) Select ASME B16.5 standard flanges, of the right rating, compatible with the pipe and the service. (2) Select a gasket compatible with the flange and service. (3) Verify that the flanges and gasket are not damaged. (4) Align the two flange faces to achieve parallelism of the faces, and axial alignment of bolt holes. (5) Lubricate the bolts, unless they are coated. (6) Establish a torque range by specifying a maximum and minimum torque. (7) Torque bolt in a star pattern, particularly for flanges with 8 or more bolts (torque the bolt at 12-o’clock, followed by 6-o’clock, followed by 3-o’clock, followed by 9-o’clock, etc). For very large flange assemblies (such as bolted heads of heat exchangers) the star pattern would apply to groups of bolts (for example, bolt first three bolts at 12-o’clock, then three bolts at 6-o’clock, etc.). Torque in incremental passes since, as a new bolt is torqued, the adjacent bolt preload is partially lost, an effect called elastic interaction. Bolting in three passes (at 33%, 66% and 100% of the required torque) helps achieve an even preload of all bolts around the flange. (8) After bolt-up, visually verify proper assembly and engagement of the bolt, screw or stud threads into the nut. As a matter of good practice, one or two threads should be visibly protruding from the nut to confirm complete engagement of the bolt or stud into the nut. (9) Verify leak tightness during a system pressure test, or at start-up as specified in the construction or maintenance code.

PTFE coated stud bolts (full thread) and heavy hex nuts for ASME B16.5 flanges. Material: ASTM A193 Gr. B7/ ASTM A194 Gr. 2H.
Various surface engineering techniques can be applied to bolts and nuts for the ASME B16.5 flanged joint. These include hot dipped galvanization, electro-galvanization, blackening + anti rust oil coating, Dacromet coating, molybdenum sulfide coating, PTFE coating, phosphate coating, cadmium plating, and zinc-nickel electroplating.
