

Product Categories
- Products (61)

ASTM A420 WPL6 elbows 90° L/R w.t.=0.625"; seamless butt-welding pipe fittings made to ASME B16.9; supplied to Houston, the USA.
ASME A420 WPL6 fittings are wrought low alloy steel fittings of seamless or welded construction intended for use in pressure piping and pressure vessel service at low temperatures. They are most often used with ASTM A333 Gr.6 pipes and ASTM A350 LF2 flanges for the transmission of low-temperature liquids in process piping with the conventional minimum design metal temperature (MDMT) of -45°C [-50°F].
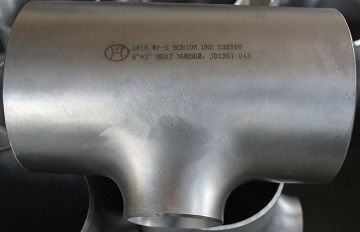
The starting material for ASTM A420 Gr. WPL6 fittings shall be fully killed steel, consisting of forgings, bars, plates, sheets, and seamless or fusion welded tubular products with filler metal added. Three main factors contribute to the improved low-temperature fracture toughness of Grade WPL6 steel: deliberate addition of trace of alloying elements (Ni, Cr, Mo, Cu, V, Nb), proper heat treatment, as well as fine grained melting practice. The fittings may be furnished in miscellaneous product forms such as elbow, tee, cross, reducer, cap, return, nipple, coupling, saddle, plug and outlet, in accordance with relative international standards including ASME B16.9, ASME B16.11, MSS SP 79, MSS SP 83, MSS SP 95, MSS SP 97, etc.

Ladle furnace remelting process for the refining of low alloy steel used for low-temperature service; Courtesy of BAOSTEEL.
The ASTM A420 WPL6 fittings shall be fabricated by a seamless or welded process. The forming operations shall be performed by hammering, piercing, pressing, extruding, upsetting, working, bending, welding, or machining, or by a combination of two or more of these operations. If welding is applied, it shall be fusion welding with filler metal added. Any forming procedure shall not produce injurious defects in the fittings. All fittings made of ASTM A420 Gr. WPL6 shall be furnished in normalized, normalized and tempered, or quenched and tempered condition. All welding shall be completed prior to the austenitizing heat treatment.
| Element | Composition, wt.% |
|---|---|
| C | ≤0.30 |
| Mn | 0.50-1.35 |
| P | ≤0.035 |
| S | ≤0.040 |
| Si | 0.15-0.40 |
| Ni | ≤0.40 |
| Cr | ≤0.30 |
| Mo | ≤0.12 |
| Cu | ≤0.40 |
| Nb | ≤0.02 |
| V | 0.08 |
| Tensile Test | Requirements |
|---|---|
| Tensile Strength MPa [ksi] | 415-655 [60-95] |
| Yield Strength min. MPa [ksi] | 240 [35] |
| Elongation in 2", Longitudinal, min. % | 30.0 |
| Elongation in 2", Transverse, min. % | 16.5 |
Charpy V-notch impact tests shall be performed at -45°C [-50°F] on ASTM A420 WPL6 standard specimens, which shall be provided with cross section of 10 by 10 mm and sufficient length. The acceptable minimum average energy absorbed of three specimens is 17.6 J [13 ft*lbf], while the acceptable minimum energy absorbed for each specimen is 13.6 J [10 ft*lbf]. The higher the value, the better the fracture toughness the steel exhibits.
| Temperature °F | S, ksi |
|---|---|
| -50~100 | 20.0 |
| 200 | 20.0 |
| 300 | 20.0 |
| 400 | 19.9 |
| 500 | 19.0 |
| 600 | 17.9 |
| 650 | 17.3 |
| 700 | 16.7 |
| 750 | 13.9 |
| 800 | 11.4 |
| 850 | 8.7 |
| 900 | 5.9 |
| 950 | 4.0 |
| 1000 | 2.5 |
Although ASTM A420 WPL6 fittings can be applied to a series of ASME BPVC and B31 Codes, it is most frequently used in process piping and pressure piping governed by ASME B31.3. P.S: The steel shall not be used for prolonged exposure to temperatures over 427°C [800°F].

Heat treatment furnace for low-temperature fittings, courtesy of Hebei Metals.
After welding ASTM A420 WPL6 fitting to the pipeline, post-weld heat treatment (PWHT) shall be conducted. The welds and heat-affected zones shall be heated and soaked at the temperature between 595°C and 650°C [1100°F and 1200°F] for a holding time long enough. The holding time is determined by the wall thickness of the fitting, which is 1 hour per inch for control thickness but no less than 45 minutes. Above 315°C [600°F], the rate of heating and cooling shall not exceed 335°C per hour [600°F per hour].

 ASTM B148 C95800 | Aluminum Bronze Check Valves
ASTM B148 C95800 | Aluminum Bronze Check Valves Spherical Rubber Expansion Joints | Universal Flanged Type
Spherical Rubber Expansion Joints | Universal Flanged Type ASTM A694 F52/F60/F65 Flanges
ASTM A694 F52/F60/F65 Flanges Inconel 625 Flange & Alloy 625 Weld Overlay
Inconel 625 Flange & Alloy 625 Weld Overlay Aluminum Pipe Fittings | ASTM B361 Welding Fittings
Aluminum Pipe Fittings | ASTM B361 Welding Fittings Split Body PTFE Lined Wafer Butterfly Valve
Split Body PTFE Lined Wafer Butterfly Valve