Categories
- Pipe & Tube (18)
- Flange & Fitting (97)
- Fastener & Gasket (12)
- Valve & Pump (18)
- Base Material (11)
- Equipment (10)
- Application (31)
- Technical (110)
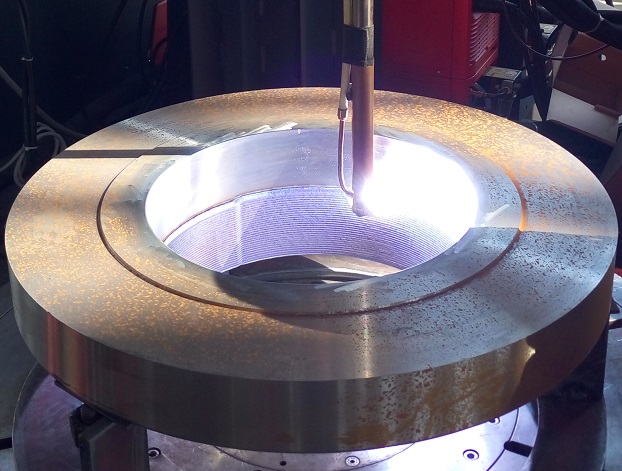
The Inconel alloy 625 weld overlay on the bore surface of a weld neck flange made from ASTM A694 Gr.F65, supplied to Yanbu, Saudi Arabia.
Inconel alloy 625 is a nickel-chromium-molybdenum alloy known for its UNS designation N06625. It exhibits outstanding and versatile corrosion resistance and high strength (tensile, creep, rupture, fatigue) under a wide range of temperatures and pressures. However, because of the high price tag, piping components made of homogeneous Inconel alloy 625 seem to be very unattractive to many users in oil & gas and chemical processing industry. As a result, the weld overlay of Alloy 625 on carbon or low-alloy steel piping components emerged with excellent technical results and remarkable cost reductions. In such a weld cladding process, a relatively thick layer (3mm for example) of nickel alloy weld metal is deposited onto the surface of the piping component (either a flange, elbow, tee, reducer, outlet, or pipe, etc), imparting the excellent corrosion resistance of Inconel 625 to the base metal. The weld overlay process can be accomplished by SAW (submerged arc welding), GTAW/TIG (gas tungsten arc welding or tungsten inert gas welding), as well as GMAW (gas metal arc welding).
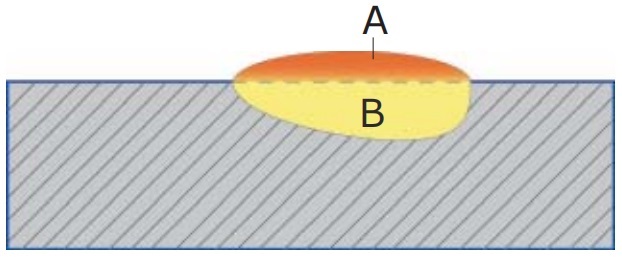
Figure-1: The illustration of dilution in Inconel 625 weld overlay process. %dilution = B / (A + B) ✖ 100.
In the welding overlay process, the Alloy 625 filler metal is melted completely and deposited on the C-Mn or low-alloy steel substrate which is itself molten under the impact of the arc heat. The mixture of filler metal and base metal characterises the dilution rate resulting from the weld cladding operation. As illustrated in Figure-1, the weld metal is composed of A – Alloy 625 filler metal added and B – carbon steel base metal melted. The dilution rate is the principal parameter to determine the corrosion resistance of the cladding. It equals the amount of base metal melted (B) divided by the sum of base metal melted (B) and filler metal added (A). The result is expressed as a percentage.

The Inconel 625 weld overlay on a 90° long-radius elbow made of ASTM A234 WPB in accordance with ASME B16.9, supplied to a ADNOC project in UAE. Longitudinal welds are applied by hot wire TIG.
The dilution rate reflects the change to the chemical composition of the cladding alloy resulting from the mixture with the molten base metal, or a layer that had already been deposited. It can be roughly assessed by a visual inspection of the cross-sections of the resulting welds. A more precise assessment of the level of dilution is generally made by a chemical analysis of the deposits. In the case of Inconel 625 weld overlay on carbon steels, the iron (Fe) content, known to have a negative impact on the required corrosion resistance, is used as a reference limit of the dilution rate to determine the quality of the weld cladding. For the optimum performance, iron content near the surface of the weld overlay must be kept below 5%. Excessive amounts of iron in the overlay compromise the corrosion resistance of the overlay and can cause weld cracking. Metalsin Tech has rich experience in supplying high-quality Inconel 625 weld overlay products. We usually take 2-layers weld overlay to control the dilution rate. The iron content is controlled around 12% on the first layer and from 1.5% to 2% on the second layer.
