



Product Categories
- Products (61)

ASTM A182 Gr. F51 (UNS S31803) WN flanges with RTJ facing, 6" 900# SCH120, for the construction of a petrochemical pressure vessel.
ASTM A182 F51 flanges refer to pipe flanges made from the forged duplex stainless steel grade UNS S31803 for use in pressure systems. It has the nominal composition of 22Cr-5Ni-3Mo-N with P number 10H. ASTM A182 Grade F51 is the standard duplex stainless steel and is also called “duplex 2205” or “alloy 2205”. It reaches the phase balance of austenite and ferrite in roughly same volume fraction. The duplex structure results in improved stress-corrosion cracking resistance, compared with the austenitic stainless steels, and improved toughness and ductility, compared with the ferritic stainless steels. ASTM A182 Gr. F51 flanges, manufactured in accordance with ASME B16.5 or ASME B16.47, shall not be used at working temperatures below -60°F [-51°C] or above 600°F [315°C].
| Element | Composition, % |
|---|---|
| C | ≤0.030 |
| Mn | ≤2.00 |
| P | ≤0.030 |
| S | ≤0.020 |
| Si | ≤1.00 |
| Ni | 4.5–6.5 |
| Cr | 21.0–23.0 |
| Mo | 2.5–3.5 |
| N | 0.08–0.20 |
| Tesile | Requirements |
|---|---|
| Tensile Strength min. MPa [ksi] | 620 [90] |
| Yield Strength min. MPa [ksi] | 450 [65] |
| Elongation in 2", min. % | 25 |
| Reduction of Area, min. % | 45 |

Duplex stainless steel billets & bars made of ASTM A314 Gr. S31803 for forging.
ASTM A182 F51 flanges shall be made by a hot forging process. The raw materials may be duplex stainless steel billets or bars furnished in accordance with ASTM A276/ A314/ A479 grade S31803. They are first cut to specific lengths for further processing. Duplex grade F51 (S31803) shows excellent hot formability with relatively low forging loads up to at least 1230°C [2250°F]. However, if hot forging takes place at too low a temperature, deformation accumulates in the weaker but less ductile ferrite, which can result in cracking of the ferrite in the deformed region. Additionally, a large amount of sigma phase, which is the detrimental intermetallic phase, can be precipitated when the hot working temperature drops too low.

An air hammer in a forging mill for closed-die forging (Wenzhou, China).
Generally, ASTM A182 F51 flanges 10″ and smaller shall be made by the closed-die forging process, while flanges 12″ and above shall be made by the open-die forging process. The hot forging temperature range shall be controlled at 950°C-1230°C [1740°F-2250°F]. As the rule of thumb, the optimum hot forging temperature shall be between 1100°C [2000°F] and 1150°C [2100°F]. Temperature uniformity is important in successful hot forging of duplex stainless steel. If the work-piece is not cooled down uniformly, there is a risk of cracking in the cooler regions. To avoid this cracking, it is necessary to reheat the piece when some local regions are in danger of cooling below the minimum hot-forging temperature.
After hot forging, duplex stainless steel shall be fully solution annealed followed by a rapid quench to fully restore the mechanical properties and corrosion resistance. For ASTM A182 F51 flanges, the solution annealing temperature shall be controlled above 1020°C [1870°F] and the work piece shall be soaked long enough to dissolve any intermetallic precipitates.
Duplex stainless steels are susceptible to the formation of intermetallic compounds during exposure in the temperature range from approximately 600 to 1750°F [320 to 955°C]. The speed of these precipitations is a function of composition and thermal history of each piece. The presence of these phases is detrimental to toughness and corrosion resistance. Hence the amount of these phases shall be detected and controlled to a level below certain criteria.
Generally, three tests shall be performed on the ASTM A182 F51 flanges in accordance with ASTM A923 to detect detrimental intermetallic phases: Test Method A – sodium hydroxide etch test for classification of etch structures of duplex stainless steels; Test Method B – Charpy impact test for classification of structures of duplex stainless steels; Test Method C – ferric chloride corrosion test for classification of structures of duplex stainless steels.

 ASTM B148 C95800 | Aluminum Bronze Check Valves
ASTM B148 C95800 | Aluminum Bronze Check Valves Spherical Rubber Expansion Joints | Universal Flanged Type
Spherical Rubber Expansion Joints | Universal Flanged Type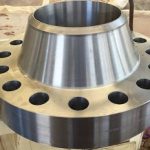 ASTM A694 F52/F60/F65 Flanges
ASTM A694 F52/F60/F65 Flanges Inconel 625 Flange & Alloy 625 Weld Overlay
Inconel 625 Flange & Alloy 625 Weld Overlay Aluminum Pipe Fittings | ASTM B361 Welding Fittings
Aluminum Pipe Fittings | ASTM B361 Welding Fittings Split Body PTFE Lined Wafer Butterfly Valve
Split Body PTFE Lined Wafer Butterfly Valve