


Product Categories
- Products (61)

EN 1092-1 Type 11 weld neck flanges with RF, DN200 PN 40; made from EN 10222-4 P355QH1 (Q+T heat treatment); supplied to Kempten, Germany; tensile tests conducted at elevated temperature (300°C) are required.
Generally, EN 1092-1 Type 11 (WN) flanges made from EN 10222-4 P355QH1 shall be manufactured by a open die forging process. P355QH1 is a weldable fine grain steel with high proof strength. It has the steel number of 1.0571 and shall meet all general requirements for open die forgings as specified in EN 10222-1. Especially, P355QH1 steel has a minimum requirement for the addition of aluminum. Aluminum is widely used as a deoxidizer in molten steel and for controlling/refining grain size. When added to steel in controlled amounts, it produces a fine grain size.
| Element | Composition, % |
|---|---|
| C | ≤0.18 |
| Si | ≤0.40 |
| Mn | 0.90-1.50 |
| P | ≤0.025 |
| S | ≤0.010 |
| Al | ≥0.020 |
| N | ≤0.015 |
| Cr | ≤0.30 |
| Cu | ≤0.30 |
| Mo | ≤0.25 |
| Nb | ≤0.05 |
| Ni | ≤0.50 |
| V | ≤0.10 |
| Nb+V | ≤0.12 |
| CE | ≤0.47 |
The P355QH1 steel of EN 10222-4 shall be furnished in quenched and tempered condition. The steel flanges shall be soaked at a temperature between 860°C and 940°C till full austenization and then rapidly cooled in cold water or oil (as shown in the picture). Subsequent tempering treatment shall be performed at a temperature between 600°C and 700°C.
| Tensile Tests | Requirements |
|---|---|
| ReH(70<T≤100) | ≥315 |
| ReH(100<T≤250) | ≥295 |
| ReH(250<T≤400) | ≥275 |
| Rm | 470~630 |
| A(longitudinal) | ≥21 |
| A(transverse) | ≥19 |
| Specimens | Temp. °C | KV2 J |
|---|---|---|
| Longitudinal | +20 | ≥63 |
| Longitudinal | 0 | ≥55 |
| Longitudinal | -20 | ≥47 |
| Longitudinal | -40 | ≥34 |
| Transverse | +20 | ≥40 |
| Transverse | 0 | ≥34 |
| Transverse | -20 | ≥27 |
| Temp. °C | Rp0.2 min. MPa 70<T≤100 | Rp0.2 min. MPa 100<T≤250 | Rp0.2 min. MPa 250<T≤400 |
|---|---|---|---|
| 50 | 305 | 285 | 266 |
| 100 | 287 | 268 | 250 |
| 150 | 265 | 249 | 232 |
| 200 | 244 | 228 | 213 |
| 250 | 224 | 209 | 195 |
| 300 | 206 | 192 | 179 |
| 350 | 190 | 178 | 166 |
| 400 | 179 | 167 | 156 |
EN 1092-1 flanges made from EN 10222-4 P355QH1 shall take mandatory tests including cast analysis, tensile test at room temperature, impact test, dimensional inspection, and visual testing. Some optional tests can also be done upon request such as tensile test at elevated temperatures, magnetic particle testing, ultrasonic testing for verification of internal soundness, test for resistance to intergranular corrosion, hydrostatic test. If the flange is to be used in corrosive H2S containing environments (usually referred to as “sour service”), a HIC test to evaluate the resistance to hydrogen induced cracking shall be performed in accordance with EN 10229.

 ASTM B148 C95800 | Aluminum Bronze Check Valves
ASTM B148 C95800 | Aluminum Bronze Check Valves Spherical Rubber Expansion Joints | Universal Flanged Type
Spherical Rubber Expansion Joints | Universal Flanged Type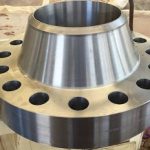 ASTM A694 F52/F60/F65 Flanges
ASTM A694 F52/F60/F65 Flanges Inconel 625 Flange & Alloy 625 Weld Overlay
Inconel 625 Flange & Alloy 625 Weld Overlay Aluminum Pipe Fittings | ASTM B361 Welding Fittings
Aluminum Pipe Fittings | ASTM B361 Welding Fittings Split Body PTFE Lined Wafer Butterfly Valve
Split Body PTFE Lined Wafer Butterfly Valve